受付時間8:30~17:00(月~金)
ボイドと外観観察
ボイドと外観観察
使用年数の長い製品や高温環境、温度変化の激しい環境、外部応力が加わり易い環境下で使用される製品はボイドが製品寿命に与える影響は大きいです。
とくに車載関連ではボイド対策として真空リフロー炉の導入を要求される場合もあり、最近は蟻酸の提案も見られます。
はんだメーカーはボイド対策品の提案を行っていますが、現状はそれぞれ長所・短所があり、いずれにしても満足できるレベルとは言い難い状態です。
ボイド観察はX線観察が一般的で、実装後(リフロー後)にX線で観察していますが実際の量産現場では良否判定での選別は出来てもBGAのようにリペアー装置が無く、修正できない部品もあります。
またボイドは、はんだ付けの1ポイント(1か所)でも問題があれば基板は出荷出来なくなりますので理論上全てのポイントを観察する必要があります。
以前海外で数十ライン全てにX線装置をインラインで導入していた工場がありましたが、電源は入れていませんでした。
理由はX線装置の電源を入れると観察ポイントが多く、タクトが遅くなりラインが止まるとの事でした。
各種の検査は実装後に行っていても良否の選別のみになります。
検査はX線観察を含め量産前に製造条件の確定時に行います。
量産開始後は抜き取り検査程度で終わらせなければいけません。
実質的な製造技術部が失われている現状では量産開始前に以下の項目が必要になります。
1.外観観察での良否判定
2.X線観察での良否判定
3.1と2の関連性の検証
4.その他必要な観察・検証を関連付ける
ボイドと外観観察
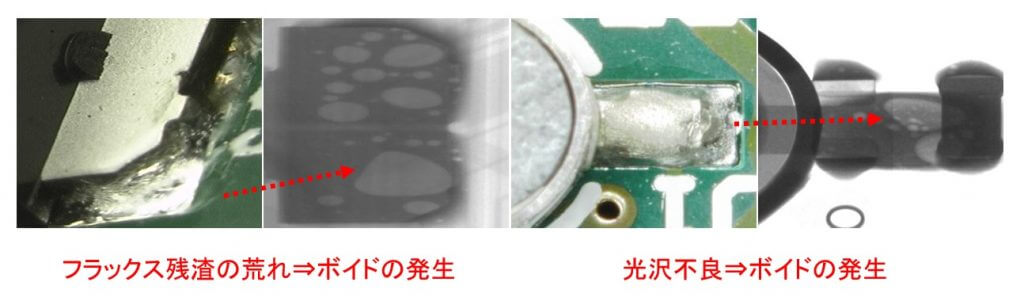
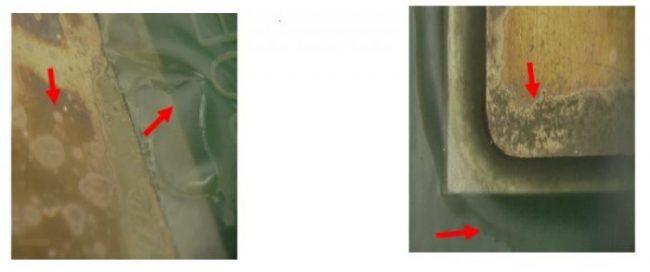
外観不良はボイドの発生を暗示しています。
フラックス残渣の荒れとフィレット光沢不良は、フラックスの劣化によるものではんだの流動性不良を示しています。
はんだの流動性不良はボイドを発生させますので、外観観察で問題と思われる個所をX線観察し、原因の解析と対策を行うことで量産後の検査工程を簡略化することができます。
事例1
X線は今後、単にボイドの有無を観察できるレベルではなくスルーホール内や発生位置が解析できるレベルが必要になります。
事例2
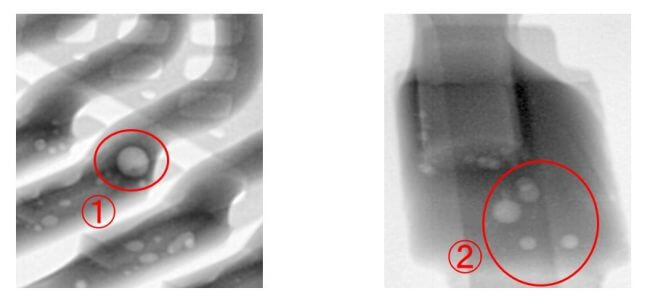
ボイドの発生位置は接合品質に大きな影響を与えます。
1.最も危険な発生位置のボイド
2.あまり影響を与えない発生位置
ボイドは発生位置と数(大きさ)が問題になります。単に面積での評価では不十分で、撮影角度が重要です。
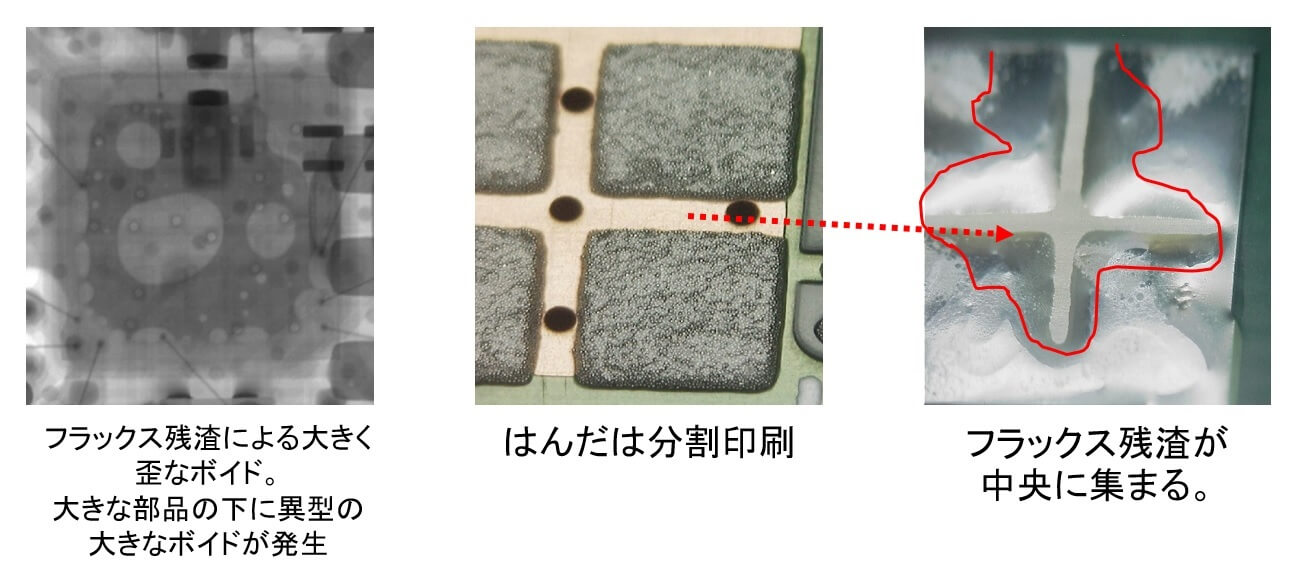
はんだの分割印刷では、フラックス残渣は部品の中央部に集まり気化せずに大きく歪なボイドとして形成される。
小さく丸いボイドは残留ガスによるものですが、耐熱性の高いフラックス残渣は接合強度に大きな影響を与えます。
印刷方法は部品を搭載せずに検証して適切なマスク開口形状を求める必要があります。
真空リフローではこのフラックス残渣が飛散しますので、高密度実装基板では洗浄が必要条件になります。
気化しないフラックス残渣が脱泡時に飛散します。周りにコネクター等があると導通不良を起こしかねませんので洗浄が必要になります。
時間をかけて緩やかな脱泡方法と設計的な配慮が必要です。
発熱部品のボイド対策紹介
ボイド対策を行う場合、下記手法が求められます。
・フラックスの劣化を抑える事ではんだの流動性を維持
・母材からはんだへ、高効率加熱でボイド発生率を低減
・下部ヒータでの床暖房効果で母材を加熱
・フラックスの特性に合わせたプロファイル
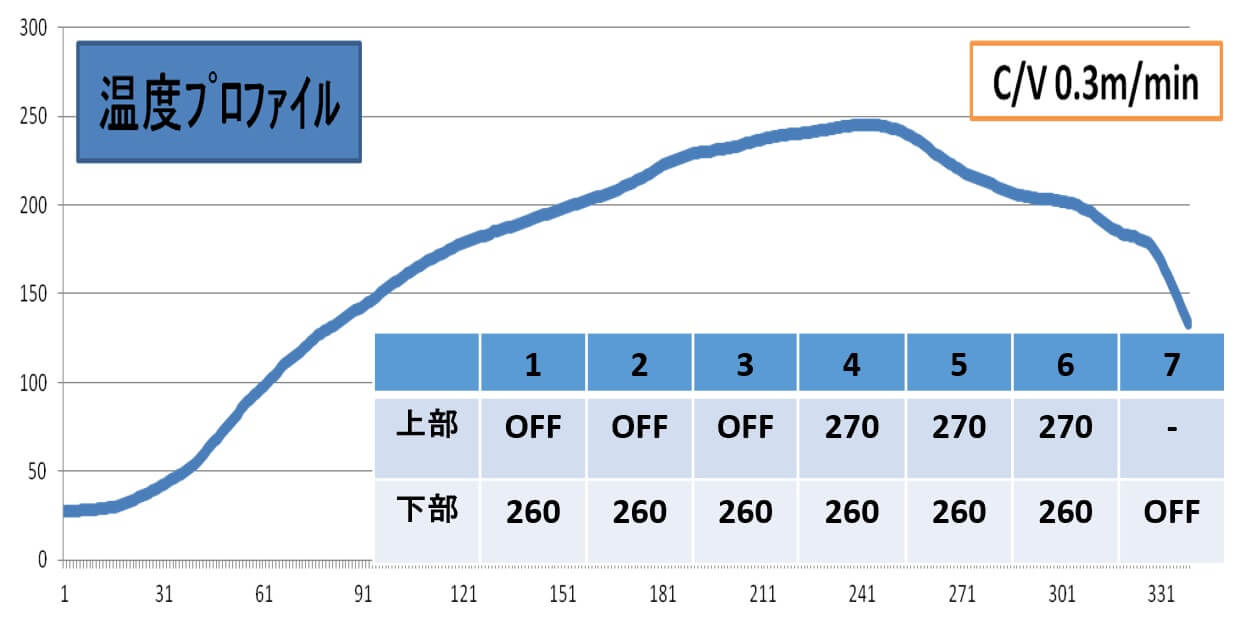

プリヒート部の上部ヒータをOFFにする事によりフラックスの劣化を抑え、ボイド対策を実証した結果です。
こちらの記事、コンテンツに関するご意見やご質問につきまして
こちらに掲載しております技術情報は当社の依頼により実装アドバイザーの河合一男氏が書かれた内容です。
記載した記事に関するご質問等については当社のホームページからお問い合わせいただけましたら当社経由にて河合アドバイザーに連絡いたします。
お問い合わせいただいた内容によっては回答までお時間を要する場合もございますのでご了承ください。