受理時間8:30-17:00(週一至週五)
可穿戴产品实施问题1
可穿戴产品实施问题1
在可穿戴产品中,不仅是电路板,所有的零件都很小,焊接端子部分(焊盘部分)又小又窄到目测的极限。
仅在实验水平上可以毫无问题地安装,但在实际的量产线中,需要诸如周边零件和板材翘曲等管理技术。
在FPC的量产现场,可以看到由于产量和交货期的原因,没有单独修正和分析的余地,所以被丢弃了。
贴片机制造商最多可以处理 0201 芯片尺寸。
对于焊料供应,点胶机可以处理所有尺寸,但考虑到生产力,我们希望一次打印所有尺寸。
掩模制造商建议在 0201 芯片尺寸等级中使用厚度为 40 至 60 µ 的掩模进行印刷,但它是否可以处理其周围同时安装的零件引线取决于设计。
使用厚度至少为 40µ 的金属掩模似乎很困难。
焊锡厂家提供的粒度是6型,但是6型太细了,表面有很多氧化物,即使可以印刷,润湿性还是有问题的。
尤其是在常温曲线下,助焊剂劣化,在熔融不良或与熔融焊料附着的状态下进行接合。
此外,还有空洞的问题,所携带的产品质量很不稳定。
国外的老款手机,在FPC上贴上CSP后,用underfill进行硬化,但市场上存在很多缺陷,是个问题。
由于生产量高出一个数量级,因此处于被丢弃的状态。
如果是量产产品,初期投资稍微大一点也可以处理,但是在批量小的阶段很难投资,如果可能的话,需要用现在的设备进行量产.
1 月,京都贴装技术研究小组从制造商那里收到了一块 0201 芯片,并进行了所有手动实验。
金属掩模为 60µ,焊料使用 6 型和 4 型印刷。
这家焊料制造商希望支持氮气回流,但正在试验大气回流。
润湿性因所用焊料的助焊剂而异,但创建温度曲线尤为重要。
由于助焊剂会随着细小的焊料颗粒和数量立即劣化,因此除非设计一种温度曲线(上下加热器和风扇转速),使焊料熔化而不劣化助焊剂,否则焊料不会熔化。
即使熔化,也会产生微细的焊球,导致润湿不充分。
由于部件的小型化,可穿戴产品的大规模生产存在各种问题,包括处理和产品管理。
零件安装
贴片机制造商几乎已经完成了零件的安装。
焊料供应
虽然可以为焊料提供 6 型细颗粒,但问题在于使用的助焊剂的选择。
当焊料颗粒变得更细时,颗粒表面的氧化物增加,助焊剂的效果降低,从而降低了去除零件和基板焊盘表面氧化物的能力(润湿性) .成为。
由于助焊剂占所供给的焊料量的一半左右,因此如果焊料量少,则助焊剂的量进一步变少,预热阶段的劣化进展,导致焊料颗粒的熔融阻碍。
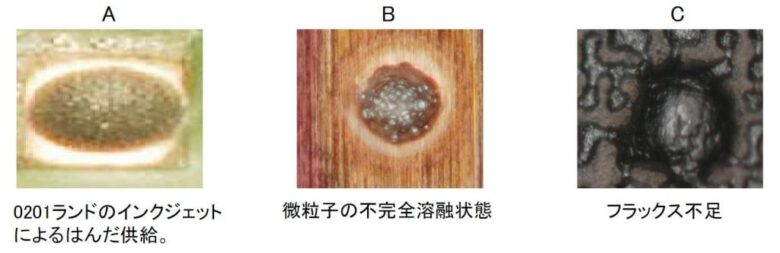
在A中,整个焊料都被助焊剂覆盖,因此回流没有问题。
B 需要验证温度曲线。
C 需要改变通量。
焊锡供给方式
可以使用分配器以足够稳定的方式供应焊料。然而,对于薄板,生产率(机智)问题仍然存在。
目前建议精密零件焊盘部分的金属掩模厚度为40μ或60μ左右,以印刷机批量应用,因此通过简单的实验可以做到,但焊料供应到皮下部位要同时安装。问题仍然是数量。
假设从产品尺寸来看,如果掩模厚度在 80µ 到 100µ 左右,似乎可以一次应用所有部件。
关于关于本文和内容的意见和问题
此处发布的技术信息是应我公司要求由实施顾问 Kazuo Kawai 先生撰写的。如果您对所列文章有任何疑问,如果您通过我们的网站联系我们,请通过我们公司联系 Kazuo Kawai 先生。请注意,根据您的询问内容,回复可能需要一些时间。