受理時間8:30-17:00(週一至週五)
焊接精细零件时的问题
焊接精细零件时的问题
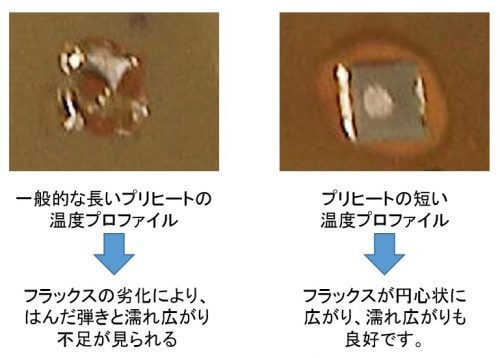
由于印刷的焊料量少,使用的助焊剂少,大部分精细零件的焊接在预热阶段会变质。同时,焊料颗粒也会氧化,造成焊料熔化不充分和不熔化。有一种方法可以通过增加助焊剂或高耐热助焊剂的用量来处理,但仍然会增加飞散、空洞和土豆焊料的风险。
氧化铜板的湿度实验
即使使用经过回流和氧化约4至5次的铜板,也可以确保润湿性,除非助焊剂因预热而劣化。助焊剂劣化主要受预热阶段上部加热器的热空气影响。
这种趋势在大的空气回流中尤其强烈,在这种情况下,焊料往往会被简单地熔化,并且会失去助焊剂的效果。
当焊料的润湿性成为问题时,常说预热加长,预热充分,但这样做适得其反。
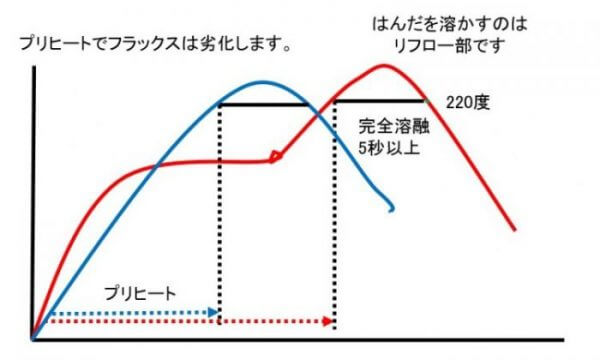
重要的不是温度曲线的波形。余热(预热)是从室温到焊料的熔点。
如果助焊剂在预热阶段没有劣化,就可以保证湿润。预热部分的长度根据板子的热容量而变化,但回流部分基本相同。
* 在流程中,基材浸入 250 度,不到 5 秒就被浸湿。即使在回流中,焊料完全熔化 5 秒就足够了。
* 温度曲线的波形是用高温焊料或键合固定的传感器捕获的温度,而不是实际的焊料温度。
焊剂的汽化热和熔化潜热不显示。与其简单地控制温度曲线的时间和温度,还需要通过观察圆角部分来创建通过/失败标准。
在大型空气回流焊炉中,为了抑制热空气,必须使风扇转速尽可能低。抑制空气回流焊炉内的空气与设备的特性相违背,但简单来说,熔化焊料的设备不适合精细焊接,需要在不降解助焊剂的情况下熔化焊料。
焊料制造商使用高度耐热的助焊剂,但随后溶剂不会蒸发,残留物会导致空隙。
关于关于本文和内容的意见和问题
此处发布的技术信息是应我公司要求由实施顾问 Kazuo Kawai 先生撰写的。如果您对所列文章有任何疑问,如果您通过我们的网站联系我们,请通过我们公司联系 Kazuo Kawai 先生。请注意,根据您的询问内容,回复可能需要一些时间。